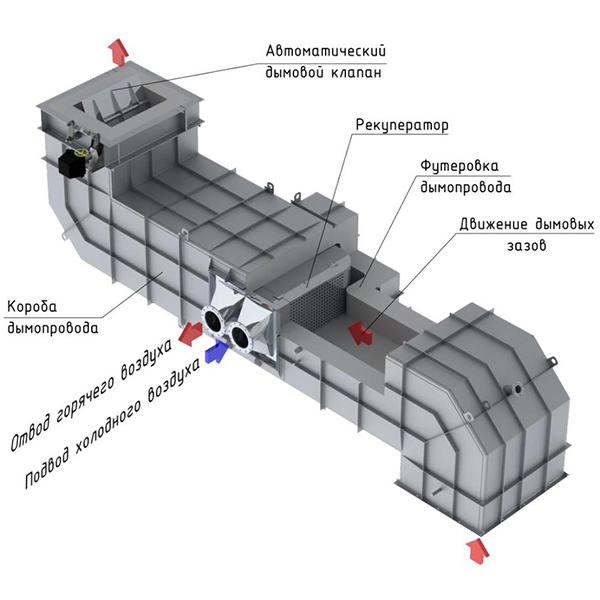
Тепловое ограждение печи (футеровка)
В настоящее время важнейшим направлением для всех видов современных производств, является поиск путей снижения затрат на выпускаемую продукцию. Поэтому снижение энергопотребления термического оборудования – это важнейшая задача для повышения конкурентоспособности предприятия.
Устаревший парк различных типов печей представлен в основном оборудованием с футеровкой из огнеупорного кирпича, который обладает высокой теплопроводностью, большой аккумулирующей способностью и, следовательно, при проведении режимов термообработки значительная часть количества теплоты (энергии) расходуется на нагрев кирпичной кладки.
Существенное снижение энергозатрат на проведение термической обработки изделий может быть достигнуто за счет применения футеровки из современных керамоволокнистых материалов, обладающих низкой теплопроводностью и малой аккумулирующей способностью.
Рабочее пространство печей футеруется современными керамоволокнистыми огнеупорными материалами с плотностью до 210 кг/м3. Как правило, при максимальной температуре в печи до 1000°С, футеровка печи выполняется из нескольких слоев керамоволокнистых матов различной толщины, классификационной температуры и плотности (навесная футеровка), при температуре свыше 1000°С – из керамоволокнистых модулей (модульная футеровка). Это обусловлено тем, что навесная футеровка крепится на штыри, длина которых превышает толщину футеровки, и фиксируется специальными замковыми шайбами, устанавливаемыми поверх последнего слоя матов. Таким образом, крепеж выступает в рабочее пространство печи и при высоких температурах быстро выходит из строя, особенно в потолочной части каркаса, где замковая шайба испытывает значительные нагрузки от массы футеровки. При всех преимуществах навесной футеровки, таких как простота и скорость монтажа, практически полное отсутствие в необходимости профилактики, крепеж является ее слабым местом. Этого недостатка лишена модульная футеровка. Модули крепятся к обшивке с помощью резьбовых шпилек, длина которых обычно не превышает 50 мм. После монтажа шпильки остаются глубоко внутри футеровки и практически не подвержены значительным тепловым воздействиям. Однако модульная футеровка более сложна в монтаже и нуждается в периодическом обслуживании и профилактике.
В любом случае, стойкость керамоволокнистой футеровки во много раз больше стойкости традиционной кирпичной кладки в старых печах.
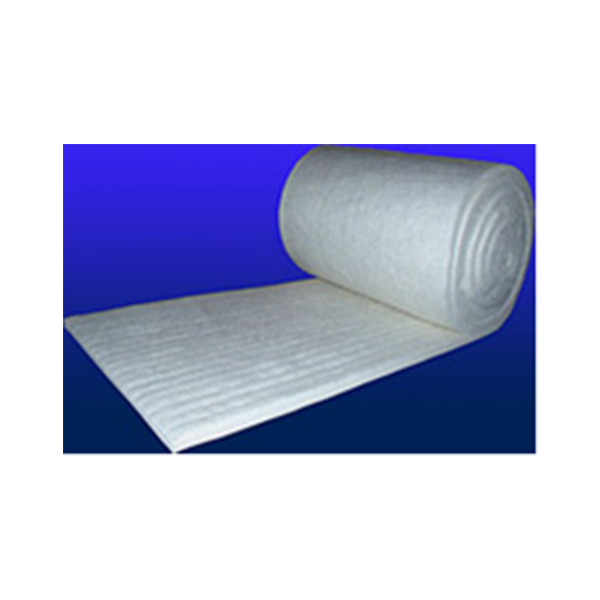
Многослойная (навесная) футеровка состоит из нескольких слоев керамоволокнистых матов различной толщины, классификационной температуры и плотности. Маты монтируются на предварительно приваренные анкеры из нержавеющей стали с последующей фиксацией замковыми шайбами.
Маты представляют собой иглопробивные одеяла из спрессованного огнеупорного керамического волокна.
К основным характеристикам керамоволокнистых матов относятся: классификационная температура, плотность и толщина.
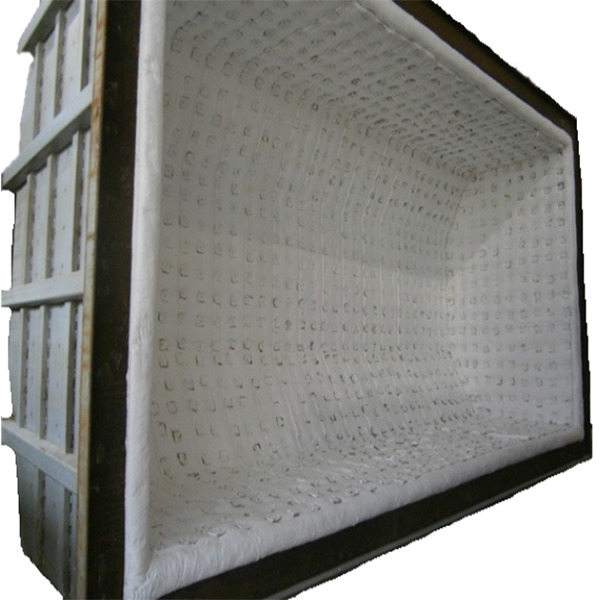
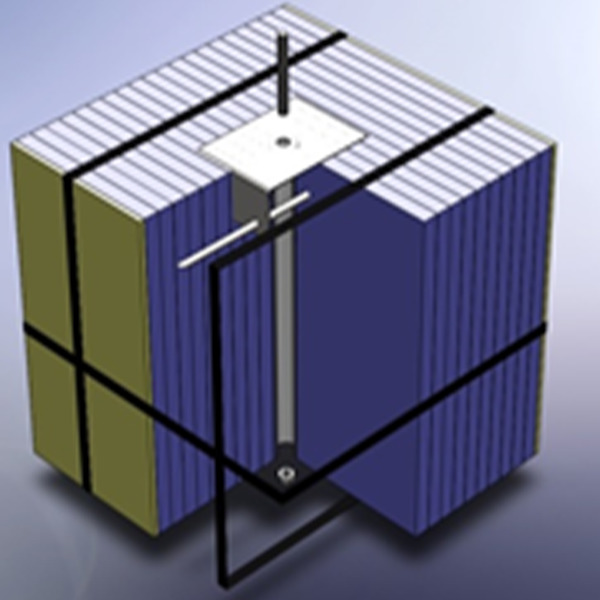
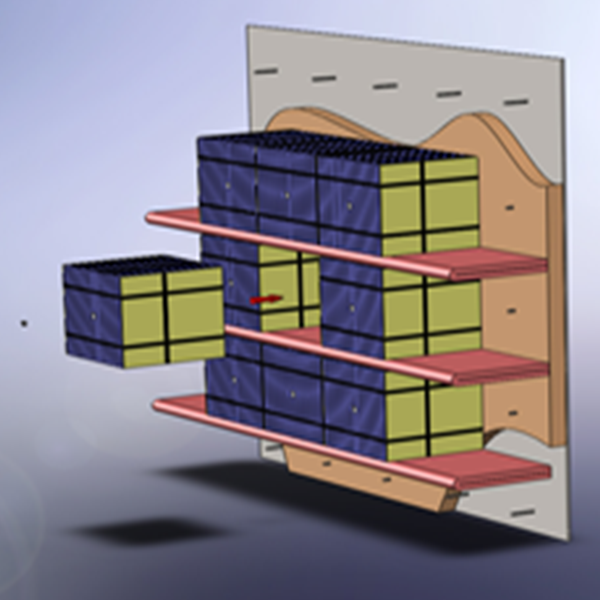
Модульная футеровка состоит из керамоволокнистых модулей, соответствующей классификационной температуры и плотности. Модули монтируются к обшивке печи с помощью анкерных систем различных типов с применением шпилек и гаек из нержавеющей стали.
Модули производятся различных типоразмеров, посредством прессования фрагментов керамоволокнистых матов, что позволяет достичь плотности до 200 кг/м3.
Как правило, при максимальной температуре в печи до 1000°С, применяется многослойная футеровка, состоящая из керамоволокнистых матов, а при температуре свыше 1000°С – модульная, состоящая из керамоволокнистых модулей. Это обусловлено тем, что многослойная футеровка крепится на анкеры, длина которых превышает толщину футеровки, и фиксируется специальными замковыми шайбами, устанавливаемыми поверх последнего слоя матов. Таким образом, крепеж выступает в рабочее пространство печи и при высоких температурах быстро выходит из строя. Этого недостатка лишена модульная футеровка. Модули крепятся к обшивке с помощью резьбовых шпилек, длина которых обычно не превышает 50 мм. После монтажа шпильки остаются глубоко внутри футеровки и практически не подвержены значительным тепловым воздействиям.
Керамоволокнистые материалы, по сравнению с шамотными, имеют ряд существенных преимуществ:
-
низкая теплопроводность;
-
существенно меньшая плотность;
-
стойкость к тепловым шокам;
-
выдерживает большинство химикатов;
-
легко обрабатывается и ремонтируется;
-
ввод в эксплуатацию производится без дополнительной сушки.
- Применение керамоволокнистых материалов для футеровок термических агрегатов по сравнению с шамотным кирпичом позволяет достичь существенных технологических и экономических эффектов:
- снизить тепловые потери высокотемпературного оборудования за счет достижения герметичности рабочего пространства печи;
- снизить энергопотребление печи за счет значительного уменьшения количества теплоты, затрачиваемого на нагрев футеровки при проведении циклов термообработки;
- существенно снизить вес футеровки, а, следовательно, и нагрузку на металлоконструкции термического оборудования;
- значительно снизить тепловые потери на аккумуляцию тепла футеровкой;
- увеличить объем рабочего пространства печи за счёт уменьшения толщины футеровки;
- повысить ремонтопригодность и значительно снизить затраты на ремонт и обслуживание футеровки, так как необходимость ремонтного воздействия возникает только при повреждениях вследствие неправильной эксплуатации;
- повысить температурную точность печей;
- уменьшить время, необходимое для разогрева печи при проведении циклических режимов термообработки;
- снизить затраты на проведение технологического цикла, следовательно, снизить себестоимость выпускаемой продукции.
Замена шамотной кирпичной футеровки на футеровку из современных керамоволокнистых материалов – это эффективный путь снижения энергопотребления термического оборудования.
Наша компания выполняет полный комплекс работ по футеровке термических агрегатов включая:
• проектные работы;
• демонтажные и монтажные работы;
• поставку материалов;
• последующее сервисное обслуживание футеровки.
Как правило, замена футеровки из шамотного кирпича на керамоволокнистую предусматривает частичную доработку существующих металлоконструкций печи в объеме, необходимом для монтажа новой футеровки и обеспечения герметичности рабочего пространства.
Если рассмотреть пример замены футеровки для камерной печи с выкатным подом, то доработка металлоконструкций будет заключаться в следующем:
• создание потолочной панели, состоящей из сортового проката и листового металла, так как в печах с шамотной футеровкой потолок как правило образован арочным сводом и потолочная обшивка отсутствует вовсе;
• доработка фронта рабочего окна с целью обеспечения плотного прилегания заслонки (парапета) с фронтом печи;
• доработка пода выкатного с целью обеспечения уплотнения периметра пода с балконами печи.